脈衝光滅菌在包裝材料上的應用
2021-10-05 12:00 瀚笙科技股份有限公司 提供由Food Packaging and Shelf Life 5(2015)1-9翻譯
脈衝光技術是一種強力UV光,廣域發光波長的新興表面滅菌技術。相較於一般滅菌方式,如:熱或化學滅菌法,脈衝光具有下列優勢:可快速滅菌且無任何殘留。主要探討脈衝光滅菌原理與其在表面滅菌上的應用,特別是食品包裝材料的除汙與滅菌,脈衝光滅菌的功效取決於幾個因素,包含UV穿透率、微生物遮蔽效應、微生物組成與其表面特性,最終針對脈衝光在微生物上的機制進行總結。為了提升滅菌效率,也探討利用一般化學物質或其他滅菌手法搭配脈衝光的應用。經由本篇可完全了解脈衝光對微生物的滅菌效果,作為食品工業滅菌應用的指標。
脈衝光滅菌在包裝材料上的應用
由Food Packaging and Shelf Life 5(2015)1-9翻譯
脈衝光技術是一種強力UV光,廣域發光波長的新興表面滅菌技術。相較於一般滅菌方式,如:熱或化學滅菌法,脈衝光具有下列優勢:可快速滅菌且無任何殘留。主要探討脈衝光滅菌原理與其在表面滅菌上的應用,特別是食品包裝材料的除汙與滅菌,脈衝光滅菌的功效取決於幾個因素,包含UV穿透率、微生物遮蔽效應、微生物組成與其表面特性,最終針對脈衝光在微生物上的機制進行總結。為了提升滅菌效率,也探討利用一般化學物質或其他滅菌手法搭配脈衝光的應用。經由本篇可完全了解脈衝光對微生物的滅菌效果,作為食品工業滅菌應用的指標。
1. 食品包裝滅菌技術簡介
非熱食品加工技術是一種可用於增長產品上架時間的新興技術。一般的熱處理技術容易對產品原料以及口感造成不可逆的破壞,故為了保有食物原有特性與營養價值,物理以及非熱特性的滅菌逐漸受到注意。已被開發的非熱技術包含: 活性包裝、高壓製程、脈衝光滅菌、電子束照射、高強度超音波與冷電漿(Muredzi, 2012; Vanderroost, Ragaert, Devlieghere, & De Meulenaer, 2014)。這些非熱食品加工技術期待用在食品與農業產品與品質管理之商業用途減少微生物造成的危害。
高強度&廣域發光的脈衝光可快速降低食品、設備、包裝材料的表面微生物活性。發光範圍從UV波段(100-400nm)、可見光(480-780nm)、近紅外光波段(700-1100nm)皆有涵蓋。用在食品處理上,產生每秒1 - 20閃,以及 0.01-50J/cm2的脈衝能量(Condon, Alvarez, & Gayan, 2014)。脈衝光滅菌技術具備下列特性: 簡易操作、脈衝間距短,故此技術可取代傳統熱滅菌或氧化氫、過氧乙酸…等化學滅菌。
美國FDA准許脈衝光在食品滅菌上的安全性,脈衝光對下列微生物反應敏感度呈現以下趨勢(遞減排列): 革蘭氏陰性菌、革蘭氏陽性菌、真菌孢子和細菌孢子。指出真菌孢子的顏色在UV敏感度中有重要影響,且黑曲霉孢子比鐮孢鐮刀菌孢子對UV脈衝光更具抵抗能力(Levy, Aubert, Bornard, & Carlin, 2012; Oms-Oliu, Martin-Belloso, & Soliva-Fortuny, 2010). Esbelin, Mallea, Ram, and Carlin (2013),黑曲霉真菌孢子的抵抗能力主要由於其圍繞孢子的壁層中有保護性深色塗層,可能由於黑曲霉孢子中的塗層在UVC波段吸收的能量較暗紋葡萄孢子中的顏料吸收的光更多,因而保護黑曲霉孢子。脈衝光滅菌主要因為UV紫外光會使DNA損傷。Turtoi and Nicolau (2007) 孢子顏色對光脈衝的抗性具有一定影響,黑曲霉(黑色)和肉桂曲霉(棕色)產生的深色絲狀孢子比白毛曲霉(綠色)更容易被破壞。黑曲霉色素強烈吸收240-480 nm波段。Takeshita et al. (2003) 觀察到,連續紫外光處理釀酒酵母細胞的DNA損傷高於脈衝光處理。然而,當UV照度增加時,酵母細胞中蛋白質洗脫在脈衝光下較多而一般UV則較少。Krishnamurthy, Irudayaraj, Demiric, and Yang (2008) 指出透過電子顯微鏡與紅外線傅立葉轉換的結果顯示,對磷酸鹽緩衝液體中的金黃色葡萄球菌照射脈衝光5秒後,產生一些效應,包含:細胞壁損傷、細胞膜收縮、粒線體崩解…等。脈衝光是非化學且非離子形式的滅菌方式,主要用於物品表面消毒,如:食品、包裝材料、加工與醫療設備。本文將介紹脈衝光用在食品包裝表面的加工技術與可應用範圍(Keklik & Demirci, 2014)。包裝可增加食品存放、運輸、零售…等便利性,最重要的是延長保質期。目前採用的包裝材料包含紙張、紙板、塑料…等。然而食品製造過程中,包裝材料容易暴露於各種汙染物與微生物風險中,對生產過程造成威脅,尤其在無菌包裝過程中可能引起食安問題。現階段用於包裝材料的化學消毒劑,如:過氧乙酸與過氧化氫,其濃度最高為30%,溫度為80度(Ansari & Datta, 2003);然而卻可能帶來化學殘留,因此引發人們對於開發新興包材滅菌技術的興趣。
2. 脈衝光滅菌特性與機制
1970年日本科學家發現脈衝光可用來消毒並於1984年申請專利。透過短脈衝間距強光(1ms-0.1s),完成滅菌並抑制酵素活性(Demirci & Keklik, 2012)。除此之外,脈衝光運作效率極高因此適合用在生產線上,由脈衝光照射表面一次或多次來達成滅菌目的(Gomez-Lopez, Ragaert, Debevere, & Devlieghere, 2007)。當波長低於300 nm的脈衝光被遮蔽時,整體的滅菌效果會大幅降低,因脈衝光主要靠該波段進行滅菌。相較一般紫外光燈,脈衝光釋放的瞬間能量峰值極大,但消耗的功率反而非常低,且滅菌效果更強,比一般紫外光滅菌效果好上4至6倍(Krishnamurthy, Tewari, Irudayaraj, & Demiric, 2010)。脈衝光的滅菌機制主要依賴以下兩種光反應(Demirci & Keklik, 2012)。
(1) 光熱效應:部分脈衝光波長,如:可見光與近紅外光波段會因高能量脈衝傳遞熱量至物體表面,使得局部表面溫度上升50-80度。但在10μm表面上傳遞,因此不影響被照射物的內部溫度。
(2) 光化學反應:紫外光能量會破壞蛋白質,且被DNA與RNA吸收引起光化損傷,從而消滅微生物。Levy (2012)等人使用SEM觀察枯草芽孢桿菌和黑曲霉孢子因脈衝光而造成的損傷(圖一),脈衝光導致微生物細胞破裂,細胞壁損害,細胞膜收縮,以及細胞內部結構崩解,細胞質溢漏導致細胞死亡;然而並非所有細胞在脈衝光照射後皆會造成結構破壞(Krishnamurthy et al., 2010)。
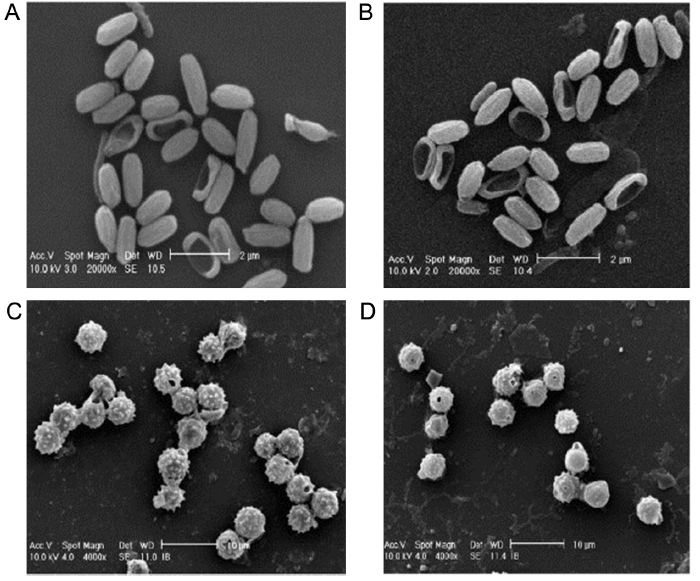
圖一.枯草芽孢桿菌孢子(A,B)和黑曲霉孢子(C,D),處理前(A,C)和處理後(B,D)之SEM圖;分別以兩次1.8 J / cm2的光脈衝進行處理,電壓為2.5 kV
由於脈衝光滅菌受物體表面吸收的能量影響,透明或吸收程度差的物體可添加光吸收劑來增加吸收,或使用噴霧或添加物。為了有最大的吸收程度,可以選擇美國食品藥物管理署批准的胡蘿蔔素、3號紅色色素、綠石灰、黑櫻桃或其他混合物作為脈衝光的光吸收劑(FDA, 2013)。
3. 脈衝光設備介紹
脈衝光技術包含,在電容中儲存高密度能量,接著釋放所儲存的峰值能量產生脈衝電場。採用填充惰性氣體的脈衝燈管,例如:氙氣或氪氣,此類氣體可有效將電能轉換為光能。高能量脈衝電流通過燈管時,氣體被游離因而產生強光,脈衝光波段組成為25%UV、45%可見光與30%紅外光。波長分布根據特定需求進行調整,例如:用脈衝光進行滅菌時,UV波長範圍要增加;波長的比例可由加入濾光片進行調整,有固態濾光片,如:玻璃UV濾光片,以及液態濾光片,如:硫酸銅溶液。調整電流也可以改變波長比例(Keklik, Krishnamurthy, & Demirci, 2012),脈衝光系統主要由兩個單元組成,包含電力單元和照射單元。
(1) 電力單元: 提供高電壓與高能量電流給燈泡,再將交流電(AC)轉為直流電(DC),並將直流電儲存在電容中。控制器再將電力傳輸給燈管釋放高能量電流。
(2) 照射單元: 主要用來產生脈衝光的燈管。燈管數量及位置取決於被處理物的面積;脈衝頻率與燈管順序由冷卻速度以及包裝過程要求決定。圖二為各種不同類型的燈管,如:線型燈管、螺旋燈管、U型燈管…等。

圖二. 脈衝光系統中使用的燈管可針對特定應用配置。螺旋燈可提供360度的無死角滅菌。各式客製脈衝UV燈,滿足所有要求。請參考台灣瀚笙科技網站(http://www.mostech.com.tw/products_2-04-xenon.asp)
圖二中的直線燈管主要用於單一表面照射,與反射鏡設計二者結合,光可有效地聚焦至被照物表面,提高照射效率;螺旋燈管可用於需要360度均勻照射的環境。XENON亦提供實驗室桌上型UV脈衝系統(Model X-1100),組件說明如圖四;圖三是用於食品接觸面的輸送機脈衝光滅菌系統(Model Z-2000);圖五為脈衝光瓶蓋滅菌系統,可減少3-4個數量級的菌落,本系統每小時約可消毒90,000個瓶蓋。
圖三. 食品接觸輸送機脈衝光滅菌系統解決方案

圖四. 實驗型脈衝光系統解決方案
4. 脈衝光滅菌系統
脈衝光具有快速、非熱…等特性,使其成為包裝材料表面滅菌的最佳替代方案。後續將說明脈衝光如何應用於食品表面滅菌。

圖五. 瓶蓋滅菌系統解決方案 (http://www.claranor.com/)
4.1 食品接觸表面與包裝材料表面滅菌
在食品製造過程中,汙染物可能透過表面接觸和包裝材料再轉移到食品本身從而造成食品變質,甚至是細菌引起的公衛問題;因此,確保食品安全並延長保鮮期是很重要的。包材特性以及脈衝光滅菌效率的研究越來越多。(表一) Haughton et al. (2011) 在家禽類加工時使用脈衝光表面處理過的包裝材料,相較於不規則表面(如:PS和PP)而言,光滑表面(如:不鏽鋼和鋁)脈衝光滅菌的均勻度更好。Woodling and Moraru (2005) 研究了四種不同表面的光潔度,包括: 不鏽鋼、電拋光、研磨、噴砂和氧化鋁處理。Ringus and Moraru (2013) 比較了五種不同包裝材料表面十點粗糙度,以及脈衝光處理後細菌減少。當材料表面粗糙度達到微米等級時(如聚乙烯層壓的超金屬化對苯二甲酸乙二醇酯MET,聚乙烯塗層的紙板TR,和聚乙烯塗層的鋁箔紙板層壓板EP),表面缺陷區可能會被一層或多層細胞遮蔽並阻礙脈衝光照射。
4.2 食品包裝材料滅菌
脈衝光處理可增加包裝食品的安全性和保存期限(Wekhof, 2001)。脈衝光處理首先需要穿透包材,然後對包材的底面和食品表面進行消毒,然而,視覺上的透明程度並不等於滅菌效率。脈衝光處理的滅菌效果主要利用<400 nm波段,而<280 nm波長是抑制微生物生長所需要的光譜(Levy et al., 2012; Woodling & Moraru, 2007)。紫外線穿透率是脈衝光處理對包裝食品滅菌效果的關鍵因素,會受到包裝材料的成分和厚度影響。常用的透明包裝材料是由聚氯乙烯 (PVC)、聚乙烯、聚丙烯、PP、尼龍和其他由單體組成的複合材料的塑料薄膜(Marsh & Bugusu, 2007)。這些材料沒有任何吸收紫外線的官能基,如:苯環可促進紫外線通過包材。因此包材的成分和厚度是兩個影響脈衝光紫外線通過的關鍵因素。表二顯示脈衝光對不同包材的食品經過處理的滅菌效率。Keklik、Demirci 和 Puri (2010) 測量了五種不同包材(PP、E-300、PE、LDPE 和聚酰胺)的穿透光譜。結果顯示,PP 的 UV260 透過率最高,為75%,其次是 E-300、PE、LDPE 和聚酰胺,分別為 72%、68%、20% 和5%。進一步研究發現PP包裹的雞胸肉脈衝光處理後減少了1.2 log菌落。然而,紫外線穿透率並不是脈衝光滅菌的唯一影響因素。Ringus 和 Moraru (2013) 研究對LDPE(厚度為 0.04 毫米)表面和LDPE正面與反面的脈衝光處理效率。將10滴含有 2 X 109 CFU的50 mL菌液放置在LDPE表面,並用2、4、6和8 J/cm2的能量進行處理。將接種菌液的正面暴露在光線下或反面接種的樣品倒置進行處理,不同能量對於L. innocua滅菌沒有顯著差異,可能是消滅 L. innocua 所需的能量很低,且可用具有20%紫外線穿透率的LDPE膜實現。另一種可能是 Keklik 等人的研究中使用的 LDPE 的成分和Ringus (2013)的不一樣,它們有不同的紫外線穿透率。此外,需要評估包材的適用性以及脈衝光處理所引起的食品和包裝的變化,如:微生物總數、食品品質和包裝損壞。許多包裝材料已經過脈衝光評估適用性測試(表二),儘管包膜使紫外線穿透率降低了 25%以上,但對PP、PE、聚酰胺/聚乙烯/醋酸乙烯酯基共聚物(PEVAc)、PET-PP、聚烯烴(PO)、PVC 和 LDPE等包裝薄膜進行脈衝光處理後,仍可實現微生物約4-6個對數減少。亦有研究針對脈衝光處理後食品顏色變化,Keklik et al. (2009)指出,用67.14 J/cm2的能量處理時,用PP包裝的法蘭克福雞肉的顏色會發生顯著變化,對處理過的雞胸肉,顏色變化可能會因包裝材料不同而有所不同。用67.14 J/cm2 脈衝光處理後,PP包裝的雞胸肉顏色發生變化(Haughton 等人,2011)。然而,當用 PVC 和 PO 包裝時,即使在 106.2 J/cm2 的脈衝光處理後,顏色也沒有變化。在其他測試中,評估了脈衝光處理時的各種影響,包括食品的感官、品質和保存期限,以及包材的機械性質(Haughton et al., 2011; Keklik et al., 2009, 2010)。有趣的是,脈衝光處理可減少微生物數量,但不會延長牛肉片和金槍魚的保存期限。當能量等於或大於2.1 J/cm2時,處理過的食物甚至會縮短保存期限,並伴有硫磺氣味和變質。
4.3 實際應用與專利參考
對食品、包材、加工設備和其他儀器表面消毒的新方法和技術的需求正在增加。脈衝光滅菌可以減少對化學消毒劑的需求,且不會有任何殘留。此外,脈衝光的非熱滅菌特性使其可應用於對熱源敏感的表面或食品上。已經有許多實際應用與研究並獲得專利,有一項專利在無菌處理中使用脈衝光對包材進行表面滅菌(US Patent, 5,768,853)。包材浸入吸收增強劑中,然後用脈衝光閃爍,包材經由輸送機傳送到裝有吸收增強劑的罐中,然後用脈衝光照射包材表面。包材經過灌裝、成型、切割後,完成滅菌過程。脈衝光也可以用在對容器進行消毒。在容器噴上吸收增強劑後,使用脈衝光照射容器完成滅菌過程(US patent,5768853),然後裝入產品,折疊並切割成最終產品,脈衝光表面處理也可用於預成型包裝材料。(US patent,5,034,235)。
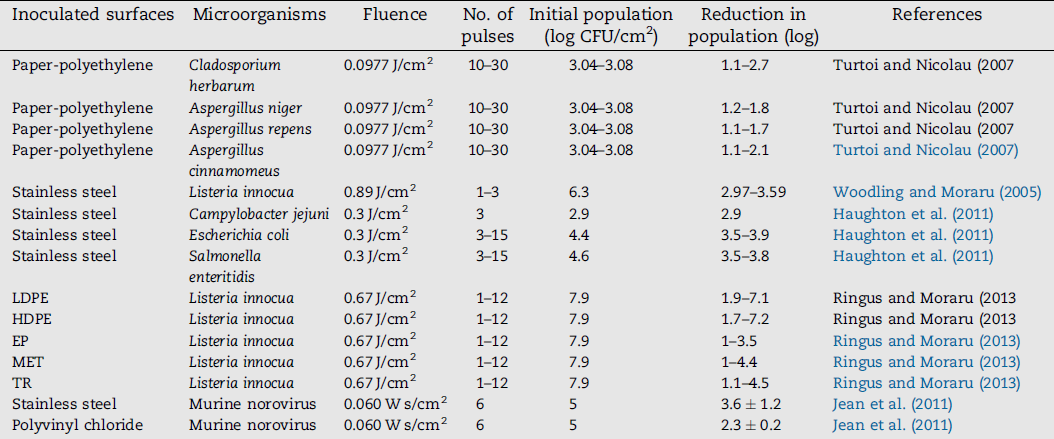
表一. 脈衝光系統在包裝與物體表面的滅菌資料
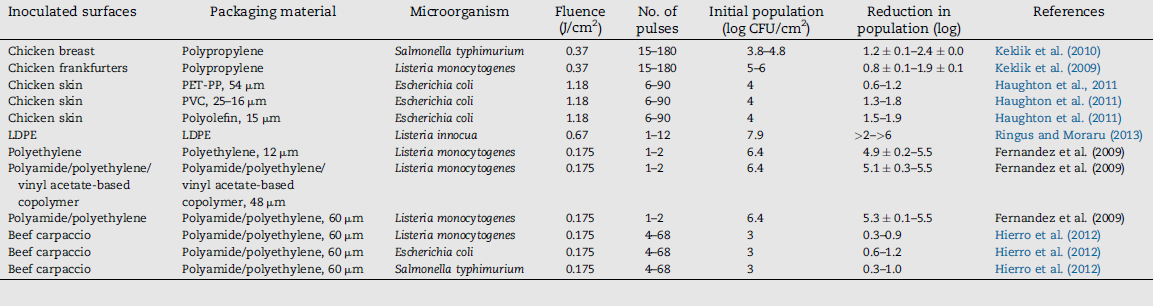
表二. 脈衝光系統在包裝材料進行滅菌資料
5.脈衝光的前景
光分解氧化是一種結合光敏化學與UV表面滅菌的過程;過程中表面噴塗或浸入少量的光敏化學物質,並用連續UV或脈衝光照射。(Toledo, 1988)結合了兩種滅菌的方法,直接攻擊病原體的遺傳物質並反應破壞微生物結構。然而結合兩種滅菌的效果並不總是正面的,會受到過氧化氫濃度和脈衝光強度的影響。McDonald et al. (2000) 測試了脈衝光和1%過氧化氫的組合,結果顯示,相較於單用脈衝光,枯草芽孢桿菌孢子多減少了2個數量級。另外,結合式滅菌提供僅用單一方法無法達到的優點:可用在處理抗脈衝光或抗化學性的微生物上。脈衝光與其他方法結合可產生加乘作用。Xu, Chen, Huang, and Wu (2013)採用脈衝光結合表面活性劑來處理蔥,與單獨脈衝光或單獨活性劑相比,脈衝光與活性劑的組合結果額外減少了一個數量級。Uesugi and Moraru (2009)研究脈衝光與乳酸鏈球素對L. innocua.的阻擋作用。乳酸鏈球菌素和脈衝光處理的組合比單獨使用乳酸鏈球菌素(2.35 ± 0.09)或單獨使用脈衝光(1.37 ± 0.30)更有效,可降低CFU 4.03 ± 0.15數量級。此外亦研究了結合脈衝光電場與熱的應用。(Caminiti et al., 2011; Caminiti, Noci, Morgan, Cronin, & Lyng, 2012; Munoz et al., 2012) 脈衝光處理後再進行脈衝電場處理可以有5-log活性下降,且研究指出對果汁無任何不良影響,顯示此種組合可在飲料業中作為熱滅菌的替代方案。使用脈衝光作為第一道滅菌後,可使得已受損的微生物細胞對後續處理更加有效。
6.新興非熱脈衝光滅菌技術總結
新興的非熱滅菌技術具有消滅細菌活性、讓產品延長保值期和增加營養價值的功能,同時對處理後的包裝材料或食品無負面影響。研究指出脈衝光對食品接觸後的表面與包裝材料有滅菌的潛力。相較其他方法,脈衝光滅菌具有許多優勢:(1)增加安全性 (2)低溫操作,對食品不會產生變異 (3)照射時間短,操作效率高 (4)可用於食品製造與加工過程。脈衝光並非離子狀態,因此不可對無法照射到的陰影區域進行消毒,而主要對具有光滑表面的物體和高透明度的流體進行滅菌。脈衝光滅菌成本主要包含:設備攤提,燈管更換,電力與維護;在4 J / cm2能量下每處理一平方英尺面積花費低於0.03台幣。為一種有前景的技術,相較於傳統熱或化學滅菌,可為食品工業帶來更大的幫助。
本文係瀚笙科技翻譯;更多XENON脈衝光滅菌資訊請洽:
瀚笙科技股份有限公司
竹北市嘉豐十一路一段100號13樓之6
T: (03) 667-3868




